


Industria química – Aplicaciones
Biocombustibles
Los biocombustibles son alternativas renovables y biodegradables a los combustibles fósiles y desempeñan un papel crítico en la transición energética global. Se obtienen a partir de una amplia variedad de materias primas de origen biológico, entre las que se incluyen el aceite de cocina usado (UCO), grasas animales, aceites vegetales no comestibles, residuos agrícolas y otros materiales orgánicos. Los biocombustibles se utilizan en el transporte, la generación de energía y la calefacción industrial, ofreciendo una vía sostenible para reducir las emisiones de gases de efecto invernadero.
Amafilter® diseña soluciones avanzadas de filtración que respaldan la producción de biocombustibles de alta calidad en todo el mundo. Trabajamos en estrecha colaboración con nuestros clientes para ingenierizar sistemas a medida, adaptados a sus materias primas específicas, diseños de planta y requisitos de rendimiento.
Beneficios del uso de equipos Amafilter® en la producción de biocombustibles
La filtración es esencial en el procesamiento de biocombustibles para garantizar la eliminación de sólidos, impurezas y contaminantes que pueden afectar negativamente a los equipos aguas abajo, los catalizadores y la calidad final del combustible. Las soluciones de Amafilter® proporcionan una filtración eficiente, fiable y rentable que ayuda a los productores de biocombustibles a:
- Reducir el consumo energético en toda la planta
- Minimizar el mantenimiento y los tiempos de parada
- Mejorar la eficiencia del proceso y la capacidad de producción
- Reducir los costes operativos y del ciclo de vida
- Alcanzar una producción de biocombustible consistente y de alta pureza
- Prevenir obstrucciones y reducir las pérdidas de materia prima
- Garantizar una alimentación limpia para unidades críticas aguas abajo, como los hidrotratadores
- Cumplir con estrictos estándares internacionales de calidad del combustible (p. ej., EN, ASTM)
Recomendamos nuestros sistemas Cricketfilter® y Versis®, junto con nuestros filtros de bolsas y los filtros High Flow de Jonell Systems® para asegurar que el producto final cumpla con los estándares internacionales del sector.
Acidos y bases
Las soluciones de filtración de Amafilter® separan y eliminan eficazmente sólidos contaminados en líquidos y son ideales para su uso en aplicaciones químicas.
Los ácidos y los álcalis son productos químicos agresivos y, como tales, requieren soluciones y equipos de filtración específicos para garantizar un proceso de filtración eficaz.
Debido a la naturaleza extrema de estos productos químicos, es esencial que los equipos y materiales utilizados en estos procesos puedan soportar el ataque de valores extremos de pH durante todo el ciclo de filtración.
Amafilter® cuenta con una amplia experiencia en el suministro de soluciones de filtración que garantizan la maximización de la productividad, el cumplimiento de los objetivos operativos de la planta y la entrega de un producto de calidad de la forma más segura posible.
Recomendamos nuestro sistema Cricketfilter® para aplicaciones con ácidos y álcalis, y nuestro equipo de expertos trabaja en estrecha colaboración con los clientes para garantizar que se utilicen las especificaciones de producto adecuadas que cumplan con los requisitos específicos de cada proceso.

Recuperación de catalizadores
Los sistemas de recuperación de catalizadores se utilizan para recuperar partículas de catalizador, incluidos platino, paladio, rodio, renio y rodenio, que permanecen tras la filtración de aceites comestibles, aceites de cocina usados (UCO) y grasas animales recicladas.
Durante la filtración, los depósitos de catalizador se forman en la superficie exterior del elemento filtrante, lo que provoca un aumento de la pérdida de carga. Cuando el sistema detecta dicho aumento de presión, se inicia la limpieza de los elementos filtrantes mediante válvulas de drenaje y mecanismos de contralavado.
Una vez completado el ciclo de limpieza, las partículas de catalizador se recogen y se evacúan a través de una válvula de drenaje inferior, permitiendo que comience el siguiente ciclo de filtración. Dependiendo del sistema, durante el proceso de contralavado pueden utilizarse nitrógeno, aire comprimido, disolventes, vapor o gas. Amafilter® ofrece soluciones de filtración para apoyar la recuperación de catalizadores. Descubra más sobre nuestro sistema Cricketfilter®, que es ideal para esta aplicación y ayuda a proporcionar una extracción eficiente de impurezas y sustancias no deseadas del proceso de filtración.


Químicos intermedios
Los sistemas de filtración de Amafilter® separan y eliminan eficazmente sólidos contaminados de líquidos y son ideales para su uso en aplicaciones de alimentación y bebidas, químicas y de minería y minerales.
Un proceso de filtración eficiente es esencial para eliminar contaminantes líquidos, ya que estos provocan una variedad de problemas, entre ellos:
- Daños en el contactor de ensuciamiento y en las hojas filtrantes
- Corrosión del sistema
- Incremento del coste del tratamiento de aguas residuales
La separación de contaminantes líquidos entre sí puede ser un proceso complejo, dependiendo de las propiedades y de la viscosidad específica, la gravedad y la tensión interfacial de ambos líquidos.
Las grandes plantas químicas, como las de fertilizantes y peróxido de hidrógeno, requieren varias etapas intermedias de procesamiento químico para evitar que contaminantes comunes y no comunes alcancen el producto final y afecten a su calidad. Amafilter® ofrece soluciones de filtración para apoyar el tratamiento de productos intermedios químicos. Recomendamos nuestro sistemas Cricketfilter® o Versis®, ya que ambos proporcionan una extracción eficiente de impurezas y sustancias no deseadas del proceso de filtración.
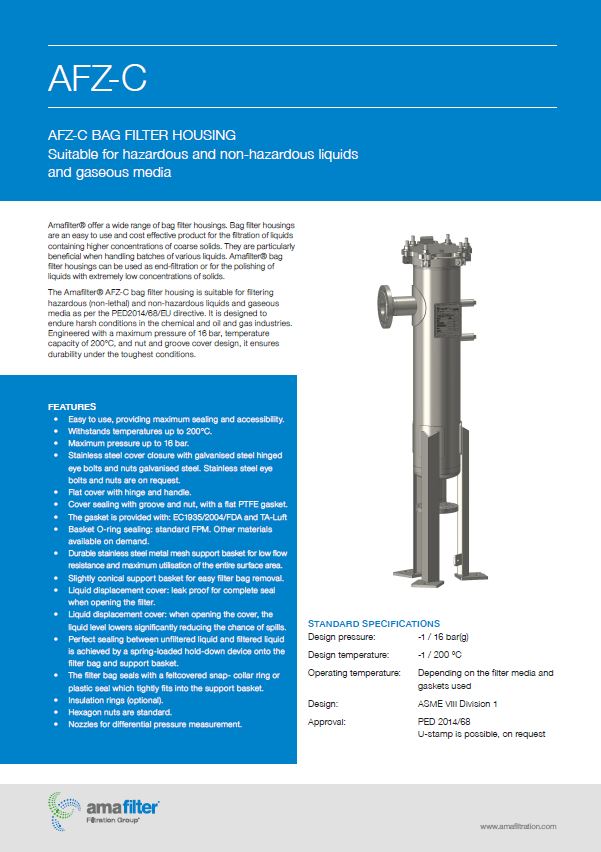
Filtro de bolsa Amafilter® AFZ-C
- Diseñado y desarrollado específicamente para ofrecer un rendimiento óptimo en las aplicaciones químicas más exigentes.
- Adecuado para la filtración de líquidos peligrosos (no letales) y no peligrosos.
- Adecuado para medios gaseosos.
- Diseñado para cumplir con aplicaciones de servicio pesado donde se requieren altas presiones y altas temperaturas, generalmente fuera de lo habitual.

Oleoquímicos
Los oleoquímicos derivados de aceites comestibles, aceites de cocina usados (UCO) y grasas animales recicladas contienen sólidos, jabones, glicerol y metales traza. El producto final requiere la eliminación eficiente de estas sustancias no deseadas mediante una combinación de conocimiento del proceso y soluciones de filtración, que incluyen hardware específico y consumibles.
Amafilter® ofrece soluciones de filtración para abordar la filtración sólido‑líquido, con una experiencia específica adquirida en el sector oleoquímico. Recomendamos nuestros sistemas Cricketfilter® y los filtros de hojas a presión, tanto en configuración vertical como horizontal, para proporcionar una extracción eficiente de impurezas y sustancias no deseadas en este proceso.
Haz click aquí para ver nuestras soluciones específicas para la industria oleoquímica.
Parafinas
La cera de parafina es un sólido blando blanco o incoloro que consiste en una mezcla de moléculas de hidrocarburos que contienen entre veinte y cuarenta átomos de carbono. La cera de parafina es sólida a temperatura ambiente y comienza a fundirse a temperaturas superiores a aproximadamente 37 °C (99 °F). Su punto de ebullición es >370 °C (698 °F). Las aplicaciones comunes de la cera de parafina incluyen la lubricación, el aislamiento eléctrico y las velas; la cera de parafina teñida puede utilizarse para fabricar ceras de colores.
La cera de parafina se desarrolló por primera vez en Alemania durante la década de 1830 y supuso un avance importante en la tecnología de fabricación de velas, ya que ardía de forma más limpia y fiable que las velas de grasa animal y era más barata de producir.
La gama Versis® de filtros de hojas a presión vertical de Amafilter® ha sido diseñada para su uso en el proceso de filtración de cera de parafina.
Los sistemas de filtros de hojas a presión vertical MVWDCD-2000/1500/88 están fabricados en acero al carbono y son adecuados para la filtración de partículas de catalizador de una corriente de cera de parafina.

Resinas
Las soluciones de filtración de Amafilter® separan y eliminan eficazmente sólidos no disueltos y usados de líquidos, y son ideales para su uso en aplicaciones químicas.
Existen dos tipos de resinas: resinas naturales y resinas sintéticas. Las resinas naturales proceden de secreciones de árboles y solo pueden disolverse en disolventes orgánicos como el aceite de trementina.
En los mercados industriales actuales, se utilizan principalmente resinas sintéticas. Las resinas sintéticas se emplean como intermediarios reactivos para la producción de plásticos termoestables y como componentes en pinturas y adhesivos. Las resinas sintéticas pueden modificarse mediante la adición de aceites vegetales, aceites animales o resinas naturales.
Los productores de resinas buscan continuamente aumentar la eficiencia operativa, mejorar la calidad del producto y ofrecer al mercado productos finales más competitivos.
Amafilter® cuenta con una amplia experiencia en el suministro de soluciones de filtración que garantizan la maximización de la productividad, el cumplimiento de los objetivos operativos de la planta y la entrega de un producto de calidad de la forma más segura posible.
Recomendamos nuestro sistema Cricketfilter® para aplicaciones de resinas y trabajamos estrechamente con los clientes para encontrar la especificación correcta que se ajuste a sus procesos de filtración, proporcionando una extracción eficiente de impurezas y maximizando el rendimiento de manera segura, saludable y productiva.

Servicios
Nos tomamos muy en serio nuestra responsabilidad como socios de nuestros clientes y ofrecemos una gama de servicios diseñados para brindarles un soporte eficaz y ayudarles a resolver sus desafíos de filtración.
Contacto
Descubre cómo amafilter®, parte de Filtration Group, puede ayudarte a resolver tus desafíos de filtración sólido-líquido y a optimizar tus procesos.