The Cricketfilter’s® role in salt bath filtration
Cheese production factories are continously looking for ways to reduce costs, improve salt bath operation times and look for new ways to reduce their carbon footprint.
And for many, the answer for all of these problems has been the Cricketfilter®.
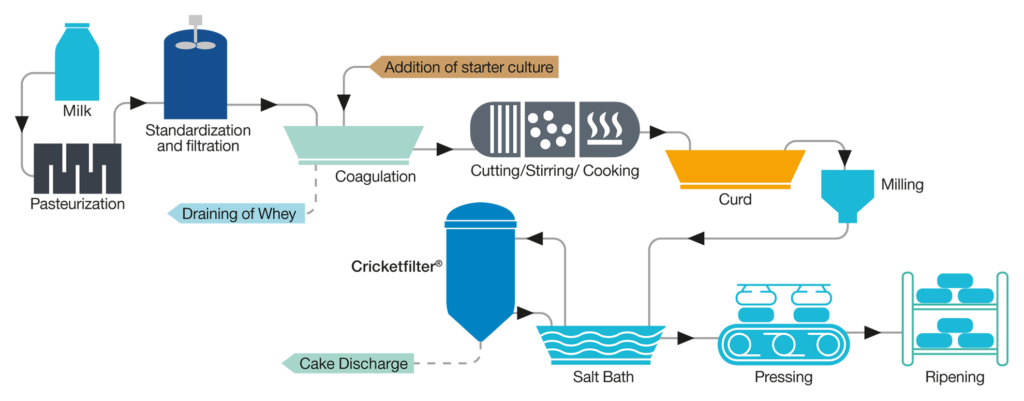
How cheese is produced.
Before cheese reaches supermarkets for consumers to buy, it undergoes a rigorous filtration process to remove contaminants and improve the quality of the cheese.
So, for this to happen, during production raw cheese is immersed in a brine bath so that it can absorb salt and the respective type of cheese maintains its structure and signature taste.
Meanwhile, contaminants like:
• Bacteria
• Mould
• Yeast
• Salt-resistant pathogens
Are released from the cheese and pass into the brine which, if not removed, can impact the quality of the cheese.
In fact, heavily loaded salt baths can contain between 50,000 to 500,000 yeasts per millilitre, so to reduce the biological load of the salt bath, the liquid needs to be filtered and the contaminants removed.
The Cricketfilter® filtration process in detail.
The Cricketfilter® is a self-cleaning pressure filter that adds expedients, such as Perlite or Diatomaceous earth (both FDA approved and do not affect the smell or taste of the filtered liquid).
Due to the fineness of the filter expedient, the separation limit can be set from 0.1 to 10 µm. And in older, contaminated salt baths, a coarser filter expedient will need to be used.
Cricketfilter’s® can also be operated with both dry and wet cake discharge, but most cheese factories prefer wet cake discharge as the backwash quantity is extremely low. Backwashing then takes place with a compressed air pulse against the direction of flow.
Also, as the Cricketfilter® is filled with liquid, there is no need for filter cloth washing due to the air breakthrough on the filter cloth – another reason for the long service life of the filter cloths.
To make sure the cleaned brine isn’t flushed out, the filter content is emptied into the precoat tank and the filter is filled with water so that backwashing takes place inside the filter tank filled with water. And, once filtration is complete, the contents of the tank are discharged again into the wastewater using compressed air.

The benefits of using Cricketfilter® in salt bath filtration.
For over a decade, more and more cheese factories have chosen the Cricketfilter® as their filter of choice for salt bath filtration.
Why?
Because it offers a wide range of advantages during production compared to competing systems, including filtering out up to 95-99% of yeast from the salt bath – crucial considering the number of yeasts per millilitre mentioned in the previous section.
But that’s not all…
OTHER BENEFITS OF THE CRICKETFILTER® INCLUDE:
• Consistently high filtrate volume flows which create a flow in the salt bath to significantly improve the salt absorption at a rate of around 1 kg salt to 1,0000 kg of cheese.
• Improvement in salt absorption so that the salt content desired in the cheese is achieved faster (For example, after 60 hours instead of 72 hours).
• An increase in throughput by an average of 20-25%.
• The filtrate remains as clear as water requiring no manual cleaning of the salt baths walls or the overall cheese transport system, leading to limited maintenance interventions and lower costs.
• The clean salt baths ensure the cheese’s lifetime is extended, giving it a longer shelf life.
• It’s beneficial to the ecology and reduces emission costs.
• As cleaning the clear filtrate requires significantly less effort, filter trays no longer need to be cleaned as vigorously.
• Spray nozzles in the lid of the Cricketfilter® clean the filter in places that do not come into contact with the salt bath (helping to remove mould and bacteria which grows in damp environments).
• The “sack discharging chute” filters the contaminants that escape from the cheese during processing, helping the factory to reuse the cleaned brine and save on waste disposal costs.
• The system’s small footprint and long operating cycles increase chesse production volumes, keeps the same high levels of hygienic standards and allows the quality of the cheese to remain constant.
And in most cheese processing systems, the Cricketfilter® only needs to be backwashed two to three times a day, which greatly reduces operating turnaround times and costs.
In conclusion
By implementing the Cricketfilter® into their processes, cheese factories and dairies have a sophisticated filtration system that maintains a high-quality salt bath and an end product that keeps its signature look, taste and smell.
If your filtration system is causing you problems during the salt bathing process, resulting in unscheduled maintenance, slow turnaround times and a lower quality end product, why not contact Amafilter® to see how the Cricketfilter® can benefit your business?